How do you choose?
When the moment arrives for the entrepreneur to make his decision to purchase an asphalt plant, he may leave it up to the suppliers to help decide on the best layout and configuration.
The first choice that has to be made regards the two different systems: continuous or batch production? What are the advantages that each of these two methods offer?
The answer is that there is no ideal option. For every single site and for every single job requirement there is a different solution. And so the choice depends on careful analysis of all the ‘fringe factors’ and the type of output that has to be produced. The role that Marini plays is to accompany the client and guide him towards his best personal choice.

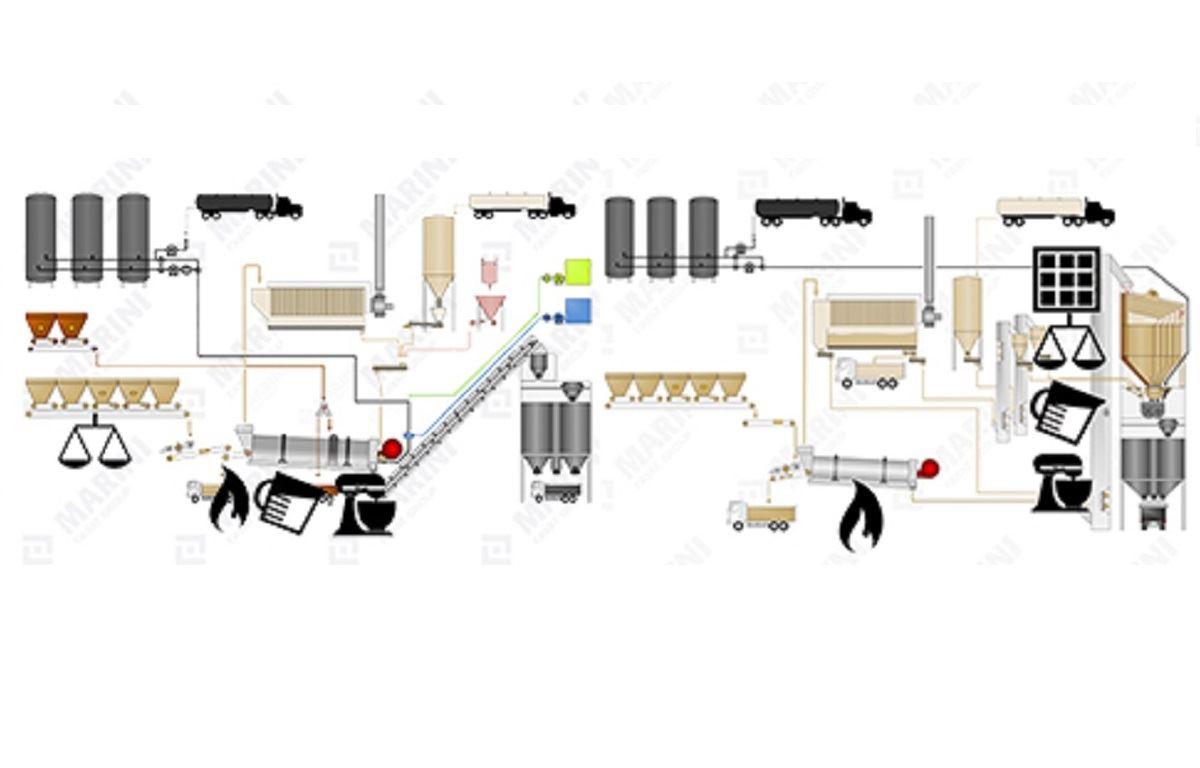
BATCH PLANTS
This is the most widespread type of asphalt plant in the world, which guarantees the highest level of flexibility in production and quality of the finished product. The batches depend on the type of production: every 40-50 seconds a complete batch is produced, after all the individual components have been weighed and metered separately.
This type of plant is a must for producers who work for several clients at the same time, because the specifications can be easily changed, while maintaining a high level of quality.

CONTINUOUS PLANTS
In continuous plants there is no interruption in the production cycle as the rhythm of production is not broken into batches. The mixing of the material takes place inside the dryer drum which is elongated, as it dries and mixes the material at the same time.
Since there are no mixing tower or elevators, the system is therefore considerably simplified, with a consequent reduction in the cost of maintenance.
The absence of the screen however makes it necessary to have precise controls at the beginning of the production cycle, before the aggregates are fed into the dryer and before they are consequently discharged from the dryer as asphalt.



AGGREGATE METERING
BITUMEN METERING
FILLER METERING
Mixing
In batch plants, the mixer with double arms and paddles means the mixing quality is undoubtedly better when compared with continuous plants because it is forced. This feature is particularly important when dealing with ‘special products’ (porous asphalt, splittmastik, high RAP content, etc), which require a high level of quality control. In addition, with ‘forced mixing’ methods, the mixing time can be lengthened or shortened and thereby the mixing quality can be varied, depending on the type of material being produced. On the other hand, in continuous plants the length of the mixing action must necessarily stay constant.
The final decision
Naturally, this is left to the client to decide, but in general terms a solution can be found as follows: Batch Plants – where flexibility, work for various clients and special formulas are required; Continuous Plants – where low operational costs and continual production are essential, of course if you have constant quality in the aggregates.